產品列表
PRODUCTS LIST
橋梁伸縮縫廠家
- 伸縮縫
- 橋梁伸縮縫
- 橋梁伸縮縫裝置
- 植入式橋面橋梁伸縮縫裝置
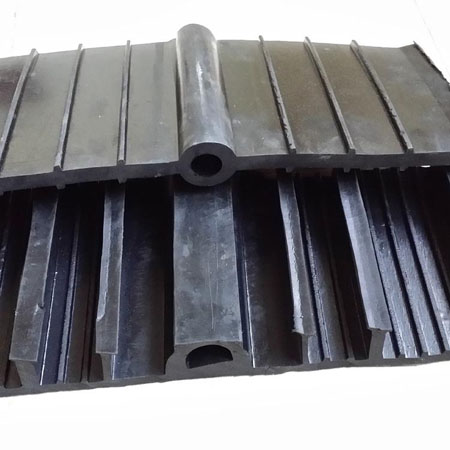
- 橋梁伸縮縫膠條
- 模數式伸縮縫MZL240
- 模數式橋梁伸縮縫-MZL-160
- 橡膠板式伸縮縫50型
- TST填充式橋梁接縫彈塑體
- SSF橋梁伸縮裝置
- SF梳齒板式伸縮裝置
- GQF-RG型橋梁伸縮縫
- 鳥型橋面伸縮縫GQF-L型橋梁伸縮縫
- 橋梁伸縮縫GQF-Z80型
- 橋梁伸縮縫GQF-F80型
- E40 E60 E80 型橋梁伸縮縫
- 橋梁伸縮縫GQF-E
- GQF橋梁伸縮縫D40 60 80型國標
- 倒D型橋梁伸縮縫
- D80型公路橋面橋梁伸縮縫價格
- GQF-D80型橋梁伸縮縫裝置廠家
- 橋梁伸縮縫GQF-D
- FSS-40W型橋梁伸縮縫管縫
- GQF-C型橋梁伸縮縫鋼筋樣式
- GQF-C型劈叉橋梁伸縮裝置
- GQF-C型橋梁伸縮裝置三角筋帶板
- U型環帶板GQF-C型橋梁伸縮裝置
- GQF-C型U型環單縫式橋梁伸縮裝置
- GQF橋梁伸縮縫C40型設計圖紙
- GQF-C60型橋面伸縮縫價格
- gqf橋梁伸縮縫
- 橋梁伸縮縫GQF-C80
- 橋梁伸縮縫GQF-C60型
雙組份聚硫密封膠廠家
- 雙組份密封膏
- 雙組份密封膠
- 遇水膨脹止水膠
- 雙組份聚硫密封膏
- 雙組份聚氨酯密封膠(膏)
- 自流平聚氨酯密封膠
- 非下垂聚氨酯密封膠 道路灌封膠
- 單組分聚氨酯密膠
- 聚氨酯灌縫膠
- 低模量聚氨酯密封膠
- 高模量聚氨酯密封膠
- 聚氨酯遇水膨脹止水膠(膏)
- 單組份聚氨酯密封膠(膏)
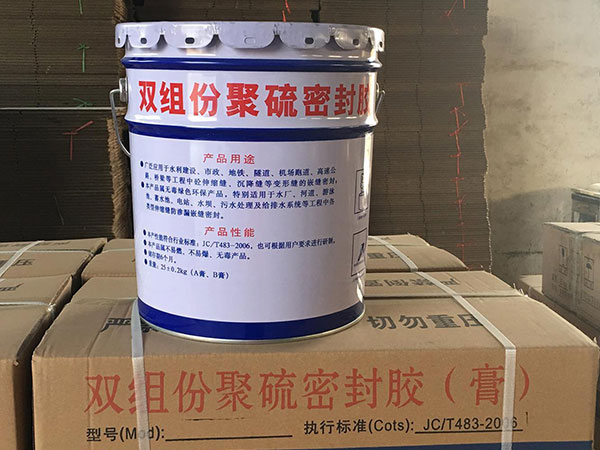
- 雙組份聚硫密封膠
橋梁橡膠支座廠家
- 橡膠支座
- 橋梁支座
- QZ系列球型支座
- 建筑隔震橡膠支座
- 高阻尼隔震橡膠支座
- JPZ盆式橡膠支座
- GPZ盆式支座
- KZQZ抗震型鋼球支座
- KLQZ系列抗拉球型鋼支座
- 圓形橡膠支座
- 矩形板式橡膠支座
- JZQZ型摩擦擺球型支座
- LRB鉛芯隔震橡膠支座
- 盆式支座
- 板式橡膠支座
- GYZ圓形橋梁橡膠支座
聲測管廠家
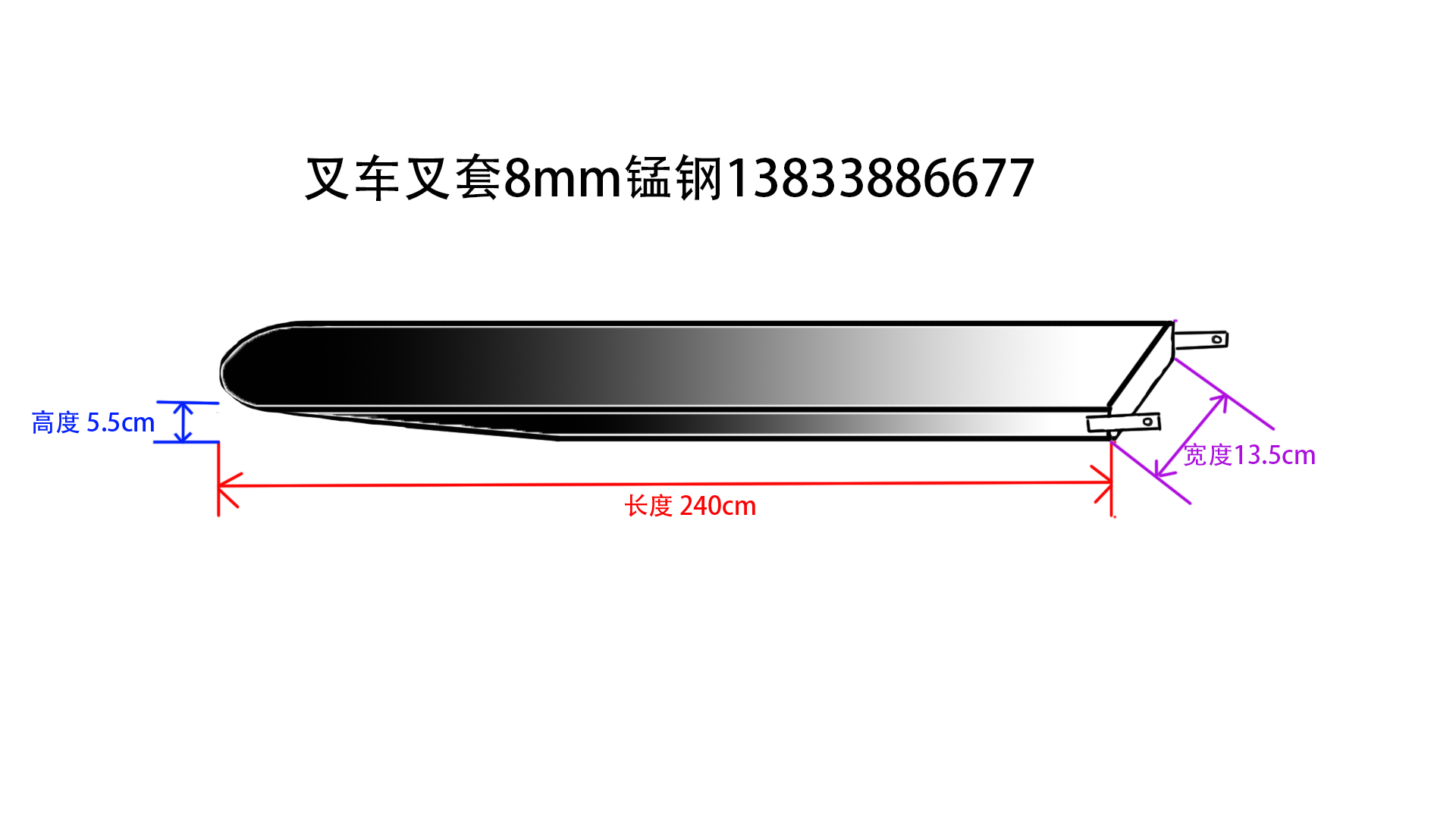
- 叉車叉套 叉車加長叉套 叉車鐵鞋
- 塑料波紋管
- 金屬波紋管
- 超前小導管
- 注漿鋼花管
- 注漿小導管
- 注漿管
- 承插式聲測管
- 鉗壓式聲測管
- 套筒式聲測管
- 螺旋式聲測管
- 法蘭式聲測管
- 樁基聲測管
- 聲測管
- 預應力塑料波紋管
- 預應力金屬波紋管
- 聲測管雙接頭 聲測管配件 聲測管對接頭
- 注漿管DN25 DN32
- 橋梁樁基聲測管
- 套筒式聲測管50mm 54mm 57mm
- 螺旋式聲測管50mm 54mm 57mm
- 鉗壓式聲測管50mm 54mm 57mm
- 聲測管50mm
橋梁同步頂升廠家
- 橋梁增高 橋梁頂升
- 橋檢車出租價格多少錢
- 鋼板碳纖維粘貼加固多少錢一平
- 橋梁泄水管安裝施工多少錢
- 公路隧道防水施工
- 橋梁加固 橋梁增高
- 瀝青碎石同步封層車施工
- 橋面銑刨價格
- 橋面拋丸價格
- 橋梁伸縮縫安裝更換施工多少錢
- 橋面防水工程
- 橋梁同步頂升橋梁支座更換
遇水膨脹止水條廠家
- 膩子型遇水膨脹止水條
- BW遇水膨脹止水條
- 制品型遇水膨脹止水條
- SNS柔性主動防護網被動邊坡防護網
- 重復式注漿管8*20mm全斷面注漿管
- 一次性注漿管 不銹鋼彈簧骨架注漿管
- 20*30膩子型遇水膨脹止水條 30*40
- 20*30制品型止水條30*40
- BW-S96注漿管止水條
- CL-BW加網遇水膨脹止水條
- 30*14注漿管止水條
- 帶注漿管遇水膨脹止水條
- 加網型遇水膨脹止水條
- PN膩子型遇水膨脹止水條
- PZ制品型遇水膨脹止水條
- 遇水膨脹止水條20*30mm
橡膠止水帶廠家
- 止水帶
- Z9- 30型橡膠止水帶 船塢止水帶
- P型拐角止水 P型止水橡皮 閘門P型水封
- PL型橡膠止水帶 側水封 止水橡皮
- p型橡膠止水帶閘門水封
- 橡膠氣囊堵水
- 污水管道堵水氣囊
- 橡膠充氣氣囊
- 涵洞排水溝橡膠氣囊
- 管道封堵氣囊
- 橋梁橡膠充氣芯模
- 丁腈軟木橡膠板
- 橡膠墊塊 橡膠減震塊
- 橡膠彈性墊板 橡膠板
- 止水銅片 紫銅止水片 T2M止水銅片
- 橡膠止水帶國標
- 丁基鋼板膩子止水帶
- 注漿遇水膨脹橡膠止水帶
- 注漿橡膠止水帶生產
- 注漿橡膠止水帶優質廠家
- 注漿管止水帶生產廠家
- 注漿管止水帶供應
- 注漿管止水帶定制
- 注漿管止水帶直銷
- 注漿管橡膠止水帶廠家
- 注漿管止水帶精選廠家
- 注漿管橡膠止水帶現貨供應
- 注漿管橡膠止水帶
- 施工縫遇水膨脹止水帶
- 遇水膨脹止水帶廠家
- 施工縫遇水膨脹橡膠止水帶
- 生產遇水膨脹止水帶
- 遇水膨脹橡膠止水帶生產廠家
- 國標遇水膨脹止水帶直銷
- 伸縮縫用遇水膨脹止水帶
- 遇水膨脹止水帶直銷
- BW型遇水膨脹橡膠止水帶
- 遇水膨脹止水帶耐用
- 遇水膨脹止水帶
- 外貼式塑料止水帶
- pvc塑料止水帶定制
- 背貼式PVC塑料止水帶廠家
- PVC塑料止水帶精選
- 654PVC塑料止水帶生產
- PVC塑料止水帶直銷
- 中埋塑料PVC止水帶
- PVC止水帶廠家
- PVC塑料止水帶 廠家
- PVC塑料止水帶 生產
- PVC止水帶
背貼式止水帶施工方法及步驟
更新日期:2022-8-5 點擊量:
- 背貼式止水帶施工方法及步驟
- 背貼式止水帶主要以天然膠與各種合成橡膠為主要原料,摻入各種助劑及填充物,經塑煉、混煉、壓制成型,其種類規格較多,有橋型、山型、P型、U型、Z型、乙型、T型、H型、E型、Q型等。背貼式止水帶依據使用情況又可歸類為中埋式止水帶和背貼式橡膠止水帶。
- 一、外貼背貼式止水帶施工工藝流程
- 1、施工程序施工準備預熱焊機外貼背貼式止水帶切割止水帶打磨置放生橡膠幫接條焊機加溫充壓冷卻后檢查驗收。
- 2、熱硫化焊接生產流程
- 二、外貼背貼式止水帶技術標準
- 1、外貼背貼式止水帶鋪設位置應準確,安裝牢固,不得有扭曲變形、系結、滾翻等現象。
- 2、外貼背貼式止水帶其安裝的軸向位置,較設計允許偏差為±5cm,安裝的豎向位置允許偏移中間為±3cm。
- 3、縱、腋角外貼背貼式止水帶安裝露出、埋入總寬各一半;仰拱豎向外貼背貼式止水帶每50cm設定一道Φ6mm“U型”鋼筋卡定位,
- 4、外貼背貼式止水帶選用熱硫化復合型焊接機加溫特制橡膠幫條,使橡膠幫條在外貼背貼式止水帶間溶化,根據足夠的擠壓力,完成兩條外貼背貼式止水帶間的密切粘合,從而達到外貼背貼式止水帶熱硫化焊接防水的規定,止水帶連接前須對連接位置的兩端止水帶開展打磨解決,其表面清潔,總寬不小于10cm。焊接時要控制好焊接溫度,避免溫度太高導致止水帶出泡。焊接后止水帶應放置,不可彎曲歪曲或拉伸,制冷前不受外力。外貼背貼式止水帶搭接位置切割齊整,搭接平穩。橡膠幫條溶化后應有足夠的力開展擠壓,迫使粘合牢固。止水帶部位的混凝土應進行充分振搗,保證混凝土充足密實,禁止振搗棒碰觸外貼背貼式止水帶導致損壞、偏心、跑模等現象。
- 三、外貼背貼式止水帶施工技術操作要點
- (1)提早30分鐘對熱硫化焊機開展通電預熱,預熱溫度達到130℃。
- (2)外貼背貼式止水帶接頭切割齊整,運用電動手砂輪打磨機對外貼背貼式止水帶端頭開展打磨,打磨總寬不小于10cm,接頭表層刷洗、打毛。看待搭接外貼背貼式止水帶頂端進行處理
- (3)外貼背貼式止水帶運用10cm寬生橡膠幫接條置于兩外貼背貼式止水帶頂端中間,將外貼背貼式止水帶打磨后的頂端根據熱融生橡膠幫接條并擠壓粘合達到止水帶之間膠合連接。
- (4)固定好外貼背貼式止水帶和生橡膠幫接條后,蓋上熱熔焊機,上升千斤頂充壓,開展電加熱約20分鐘。
- (5)待熱熔焊機冷卻后
上一篇:止水帶的作用是什么?下一篇:聲測管施工方法
相關產品

相關新聞
- 2024-11-12橋梁落水管安裝價格
- 2024-10-27釘型氯丁橡膠減震板和橡膠減震板有什么區別嗎
- 2024-10-16鋼結構連廊抗震固定鉸支座
- 2024-10-13植入式橋梁伸縮縫
 冀公網安備 13110202001353號
冀公網安備 13110202001353號